
Diferencia entre revisiones de «Engranaje»
m Revertidos los cambios de 201.244.101.175 (disc.) a la última edición de AVBOT |
|||
| Línea 261: | Línea 261: | ||
[[Archivo:TornillloSinFinMontacargas.JPG|150px|left|thumb|Tornillo sin fin de montacargas]] |
[[Archivo:TornillloSinFinMontacargas.JPG|150px|left|thumb|Tornillo sin fin de montacargas]] |
||
{{AP|Tornillo sin fin}} |
{{AP|Tornillo sin fin}} |
||
Se compone de una rueda llamada corona que engrana con un tornillo sin fin. |
|||
Es un mecanismo diseñado para transmitir grandes esfuerzos, y como reductores de velocidad aumentando la potencia de transmisión. Generalmente trabajan en ejes que se cruzan a 90º. |
Es un mecanismo diseñado para transmitir grandes esfuerzos, y como reductores de velocidad aumentando la potencia de transmisión. Generalmente trabajan en ejes que se cruzan a 90º. |
||
Revisión del 01:50 28 feb 2010

Se denomina engranaje o ruedas dentadas al mecanismo utilizado para transmitir potencia de un componente a otro dentro de una máquina. Los engranajes están formados por dos ruedas dentadas, de las cuales la mayor se denomina 'corona' y la menor 'piñón'. Un engranaje sirve para transmitir movimiento circular mediante contacto de ruedas dentadas. Una de las aplicaciones más importantes de los engranajes es la transmisión del movimiento desde el eje de una fuente de energía, como puede ser un motor de combustión interna o un motor eléctrico, hasta otro eje situado a cierta distancia y que ha de realizar un trabajo. De manera que una de las ruedas está conectada por la fuente de energía y es conocido como engranaje motor y la otra está conectada al eje que debe recibir el movimiento del eje motor y que se denomina engranaje conducido.[1] Si el sistema está compuesto de más de un par de ruedas dentadas, se denomina tren de engranajes.
La principal ventaja que tienen las transmisiones por engranaje respecto de la transmisión por poleas es que no patinan como las poleas, con lo que se obtiene exactitud en la relación de transmisión.
Historia

Desde épocas muy remotas se han utilizado cuerdas y elementos fabricados en madera para solucionar los problemas de transporte, impulsión, elevación y movimiento. Nadie sabe a ciencia cierta dónde ni cuándo se inventaron los engranajes. La literatura de la antigua China, Grecia, Turquía y Damasco mencionan engranajes pero no aportan muchos detalles de los mismos.

El mecanismo de engranajes más antiguo de cuyos restos disponemos es el mecanismo de Anticitera.[2] Se trata de una calculadora astronómica datada entre el 150 y el 100 a. C. y compuesta por al menos 30 engranajes de bronce con dientes triangulares. Presenta características tecnológicas avanzadas como por ejemplo trenes de engranajes epicicloidales que, hasta el descubrimiento de este mecanismo, se creían inventados en el siglo XIX. Por citas de Cicerón se sabe que el de Anticitera no fue un ejemplo aislado sino que existieron al menos otros dos mecanismos similares en esa época, construidos por Arquímedes y por Posidonio. Por otro lado, a Arquímedes se le suele considerar uno de los inventores de los engranajes porque diseñó un tornillo sin fin.
En China también se han conservado ejemplos muy antiguos de máquinas con engranajes. Un ejemplo es el llamado "carro que apunta hacia el Sur" (120-250 d. C.), un ingenioso mecanismo que mantenía el brazo de una figura humana apuntando siempre hacia el Sur gracias al uso de engranajes diferenciales epicicloidales. Algo anteriores, de en torno a 50 d. C., son los engranajes helicoidales tallados en madera y hallados en una tumba real en la ciudad china de Shensi.[2]
No está claro cómo se transmitió la tecnología de los engranajes en los siglos siguientes. Es posible que el conocimiento de la época del mecanismo de Anticitera sobreviviese y contribuyese al florecimiento de la ciencia y la tecnología en el mundo islámico de los siglos IX al XIII. Por ejemplo, un manuscrito andalusí del siglo XI menciona por vez primera el uso en relojes mecánicos tanto de engranajes epicíclicos como de engranajes segmentados.[3] Los trabajos islámicos sobre astronomía y mecánica pueden haber sido la base que permitió que volvieran a fabricarse calculadoras astronómicas en la Edad Moderna. En los inicios del Renacimiento esta tecnología se utilizó en Europa para el desarrollo de sofisticados relojes, en la mayoría de los casos destinados a edificios públicos como catedrales.[4]

Leonardo da Vinci, muerto en Francia en 1519, dejó numerosos dibujos y esquemas de algunos de los mecanismos utilizados hoy diariamente, incluido varios tipos de engranajes de tipo helicoidal.
Los primeros datos que existen sobre la transmisión de rotación con velocidad angular uniforme por medio de engranajes, corresponden al año 1674, cuando el famoso astrónomo danés Olaf Roemer (1644-1710) propuso la forma o perfil del diente en epicicloide.
Robert Willis (1800-1875), considerado uno de los primeros ingenieros mecánicos, fue el que obtuvo la primera aplicación práctica de la epicicloide al emplearla en la construcción de una serie de engranajes intercambiables. De la misma manera, de los primeros matemáticos fue la idea del empleo de la evolvente de círculo en el perfil del diente, pero también se deben a Willis las realizaciones prácticas. A Willis se le debe la creación del odontógrafo, aparato que sirve para el trazado simplificado del perfil del diente de evolvente.
Es muy posible que fuera el francés Phillipe de Lahire el primero en concebir el diente de perfil en evolvente en 1695, muy poco tiempo después de que Roemer concibiera el epicicloidal.
La primera aplicación práctica del diente en evolvente fue debida al suizo Leonhard Euler (1707). En 1856, Christian Schiele descubrió el sistema de fresado de engranajes rectos por medio de la fresa madre, pero el procedimiento no se llevaría a la práctica hasta 1887, a base de la patente Grant.[5]

En 1874, el norteamericano William Gleason inventó la primera fresadora de engranajes cónicos y gracias a la acción de sus hijos, especialmente su hija Kate Gleason (1865-1933), convirtió a su empresa Gleason Works, radicada en Rochester (Nueva York, EEUU) en una de los fabricantes de máquinas herramientas más importantes del mundo.
En 1897, el inventor alemán Robert Hermann Pfauter (1885-1914), inventó y patentó una máquina universal de dentar engranajes rectos y helicoidales por fresa madre. A raíz de este invento y otras muchos inventos y aplicaciones que realizó sobre el mecanizado de engranajes, fundó la empresa Pfauter Company que, con el paso del tiempo, se ha convertido en una multinacional fabricante de todo tipo de máquinas-herramientas.
En 1906, el ingeniero y empresario alemán Friedrich Wilhelm Lorenz (1842-1924) se especializó en crear maquinaria y equipos de mecanizado de engranajes y en 1906 fabricó una talladora de engranajes capaz de mecanizar los dientes de una rueda de 6 m de diámetro, módulo 100 y una longitud del dentado de 1,5 m.
A finales del siglo XIX, coincidiendo con la época dorada del desarrollo de los engranajes, el inventor y fundador de la empresa Fellows Gear Shaper Company, Edwin R. Fellows (1846-1945), inventó un método revolucionario para mecanizar tornillos sin fin glóbicos tales como los que se montaban en las cajas de dirección de los vehículos antes de que fuesen hidráulicas.
En 1905, M. Chambon, de Lyon (Francia), fue el creador de la máquina para el dentado de engranajes cónicos por procedimiento de fresa madre. Aproximadamente por esas fechas André Citroën inventó los engranajes helicoidales dobles.[6]
Tipos de engranajes
La principal clasificación de los engranajes se efectúa según la disposición de sus ejes de rotación y según los tipos de dentado. Según estos criterios existen los siguientes tipos de engranajes:

Ejes paralelos

- Cilíndricos de dientes rectos
- Cilíndricos de dientes helicoidales
- Doble helicoidales
Ejes perpendiculares
- Helicoidales cruzados
- Cónicos de dientes rectos
- Cónicos de dientes helicoidales
- Cónicos hipoides
- De rueda y tornillo sin fín
Por aplicaciones especiales se pueden citar
- Planetarios
- Interiores
- De cremallera
Por la forma de transmitir el movimiento se pueden citar
- Transmisión simple
- Transmisión con engranaje loco
- Transmisión compuesta. Tren de engranajes
Transmisión mediante cadena o polea dentada
- Mecanismo piñón cadena
- Polea dentada
Características que definen un engranaje de dientes rectos


Los engranajes cilíndricos rectos son el tipo de engranaje más simple y corriente que existe. Se utilizan generalmente para velocidades pequeñas y medias; a grandes velocidades, si no son rectificados, o ha sido corregido su tallado, producen ruido cuyo nivel depende de la velocidad de giro que tengan.
- Diente de un engranaje: son los que realizan el esfuerzo de empuje y transmiten la potencia desde los ejes motrices a los ejes conducidos. El perfil del diente, o sea la forma de sus flancos, está constituido por dos curvas evolventes de círculo, simétricas respecto al eje que pasa por el centro del mismo.
- Módulo: el módulo de un engranaje es una característica de magnitud que se define como la relación entre la medida del diámetro primitivo expresado en milímetros y el número de dientes. En los países anglosajones se emplea otra característica llamada Diametral Pitch, que es inversamente proporcional al módulo. El valor del módulo se fija mediante cálculo de resistencia de materiales en virtud de la potencia a transmitir y en función de la relación de transmisión que se establezca. El tamaño de los dientes está normalizado. El módulo está indicado por números. Dos engranajes que engranen tienen que tener el mismo módulo.
- Circunferencia primitiva: es la circunferencia a lo largo de la cual engranan los dientes. Con relación a la circunferencia primitiva se determinan todas las características que definen los diferentes elementos de los dientes de los engranajes.
- Paso circular: es la longitud de la circunferencia primitiva correspondiente a un diente y un vano consecutivos.
- Espesor del diente: es el grosor del diente en la zona de contacto, o sea, del diámetro primitivo.
- Número de dientes: es el número de dientes que tiene el engranaje. Se simboliza como . Es fundamental para calcular la relación de transmisión. El número de dientes de un engranaje no debe estar por debajo de 18 dientes cuando el ángulo de presión es 20º ni por debajo de 12 dientes cuando el ángulo de presión es de 25º.

- Diámetro exterior: es el diámetro de la circunferencia que limita la parte exterior del engranaje.
- Diámetro interior: es el diámetro de la circunferencia que limita el pie del diente.
- Pie del diente: también se conoce con el nombre de dedendum. Es la parte del diente comprendida entre la circunferencia interior y la circunferencia primitiva.
- Cabeza del diente: también se conoce con el nombre de adendum. Es la parte del diente comprendida entre el diámetro exterior y el diámetro primitivo.
- Flanco: es la cara interior del diente, es su zona de rozamiento.
- Altura del diente: es la suma de la altura de la cabeza (adendum) más la altura del pie (dedendum).
- Angulo de presión: el que forma la línea de acción con la tangente a la circunferencia de paso, φ (20º ó 25º son los ángulos normalizados).
- Largo del diente: es la longitud que tiene el diente del engranaje
- Distancia entre centro de dos engranajes: es la distancia que hay entre los centros de las circunferencias de los engranajes.
- Relación de transmisión: es la relación de giro que existe entre el piñón conductor y la rueda conducida. La Rt puede ser reductora de velocidad o multiplicadora de velocidad. La relación de transmisión recomendada[7] tanto en caso de reducción como de multiplicación depende de la velocidad que tenga la transmisión con los datos orientativos que se indican:
Velocidad lenta:

Velocidad normal :

Velocidad elevada:

Hay dos tipos de engranajes, los llamados de diente normal y los de diente corto cuya altura es más pequeña que el considerado como diente normal. En los engranajes de diente corto, la cabeza del diente vale (), y la altura del pie del diente vale () siendo el valor de la altura total del diente ()



Fórmulas constructivas de los engranajes rectos
Diámetro primitivo:

Módulo:

Paso circular:

Número de dientes:

Diámetro exterior:

Grueso del diente:

Hueco del diente:

Diámetro interior:

Pie del diente:

Cabeza del diente:
Altura del diente:

Distancia entre centros:

Ecuación general de transmisión':

Involuta del círculo base
Para el movimiento que se transmite entre un par de engranes, se suponen dos rodillos en contacto, en donde no hay deslizamiento, al diámetro de estos rodillos se les conoce como diámetro primitivo dp y al círculo que se construye con dp se le conoce como círculo primitivo. Con Un diente de engrane se pretende prolongar la acción de los rodillos, y es por esa razón que el perfil que los describe es una involuta. Para el dibujado de la involuta es necesario definir primero el círculo base (ver sig. fig.).
i.- A partir del círculo primitivo Cp, en el cuadrante superior se traza una recta horizontal tangente al círculo obteniéndose el punto A.
ii.- Luego, pasando por el punto A se traza la recta de linea de contacto de ángulo Ψ (de presión).
iii.- Seguidamente se construye el círculo base concéntrico al círculo primitivo tangente a la linea de contacto, la cual fue dibujada empleando el ángulo de presión Ψ, obteniéndose así el punto B y el radio base rb (segmento OB).

Para dibujar la involuta (ver sig. fig.) debe trazarse un radio del círculo base a un ángulo θ respecto al eje x, obteniéndose así el punto B, luego dibujamos una recta tangente a círculo base a partir del punto B y de longitud igual al arco AB, en donde A es el punto de intersección del círculo base con el eje x. obtendremos entonces un punto (x,y) que pertenece al lugar geométrico de la involuta del círculo base. Si repetimos el procedimiento anterior tres veces para distintos θ y unimos los puntos (x,y) obtenidos empleando plantillas curvas, apreciaremos un bosquejo similar al mostrado en la siguiente figura.

Las ecuaciones paramétricas que modelan el lugar geométrico de la involuta del círculo base pueden expresarse como:


Engranajes cilíndricos de dientes helicoidales

Los engranajes cilíndricos de dentado helicoidal están caracterizados por su dentado oblicuo con relación al eje de rotación. En estos engranajes el movimiento se transmite de modo igual que en los cilíndricos de dentado recto, pero con mayores ventajas. Los ejes de los engranajes helicoidales pueden ser paralelos o cruzarse, generalmente a 90º. Para eliminar el empuje axial el dentado puede hacerse doble helicoidal.
Los engranajes helicoidales tienen la ventaja que transmiten más potencia que los rectos, y también pueden transmitir más velocidad, son más silenciosos y más duraderos; además, pueden transmitir el movimiento de ejes que se corten. De sus inconvenientes se puede decir que se desgastan más que los rectos, son más caros de fabricar y necesitan generalmente más engrase que los rectos.*[8]
Lo más característico de un engranaje cilíndrico helicoidal es la hélice que forma, siendo considerada la hélice como el avance de una vuelta completa del diámetro primitivo del engranaje. De esta hélice deriva el ángulo β que forma el dentado con el eje axial. Este ángulo tiene que ser igual para las dos ruedas que engranan pero de orientación contraria, o sea: uno a derechas y el otro a izquierda. Su valor se establece a priori de acuerdo con la velocidad que tenga la transmisión, los datos orientativos de este ángulo son los siguientes:
Velocidad lenta: β = (5º - 10º)
Velocidad normal: β = (15º - 25º)
Velocidad elevada: β = 30º
Las relaciones de transmisión que se aconsejan son más o menos parecidas a las de los engranajes rectos.
Fórmulas constructivas de los engranajes helicoidales cilíndricos
Como consecuencia de la hélice que tienen los engranajes helicoidales su proceso de tallado es diferente al de un engranaje recto, porque se necesita de una transmisión cinemática que haga posible conseguir la hélice requerida. Algunos datos dimensionales de estos engranajes son diferentes de los rectos.

Diámetro exterior:

Diámetro primitivo:

Módulo normal o real:

Paso normal o real:

Ángulo de la hélice:

Paso de la hélice:

Módulo circular o aparente:

Paso circular aparente:

Paso axial:

Número de dientes:

Los demás datos tales como adendum, dedendum y distancia entre centros, son los mismos valores que los engranajes rectos.
Engranajes helicoidales dobles

Este tipo de engranajes fueron inventados por el fabricante de automóviles francés André Citroën, y el objetivo que consiguen es eliminar el empuje axial que tienen los engranajes helicoidales simples. Los dientes de los dos engranajes forman una especie de V.
Los engranajes dobles son una combinación de hélice derecha e izquierda. El empuje axial que absorben los apoyos o cojinetes de los engranajes helicoidales es una desventaja de ellos y ésta se elimina por la reacción del empuje igual y opuesto de una rama simétrica de un engrane helicoidal doble.
Un engrane de doble hélice sufre únicamente la mitad del error de deslizamiento que el de una sola hélice o del engranaje recto. Toda discusión relacionada a los engranes helicoidales sencillos (de ejes paralelos) es aplicable a los engranajes helicoidales dobles, exceptuando que el ángulo de la hélice es generalmente mayor para los helicoidales dobles, puesto que no hay empuje axial.
Con el método inicial de fabricación, los engranajes dobles, conocidos como engranajes de espina, tenían un canal central para separar los dientes opuestos, lo que facilitaba su mecanizado. El desarrollo de las máquinas talladoras mortajadoras por generación, tipo Sykes, hace posible tener dientes continuos, sin el hueco central. Como curiosidad, la empresa Citroën ha adaptado en su logotipo la huella que produce la rodadura de los engranajes helicoidales dobles.
Engranajes cónicos

Se fabrican a partir de un tronco de cono, formándose los dientes por fresado de su superficie exterior. Estos dientes pueden ser rectos, helicoidales o curvos. Esta familia de engranajes soluciona la transmisión entre ejes que se cortan y que se cruzan. Los datos de cálculos de estos engranajes están en prontuarios específicos de mecanizado.[9]
Engranajes cónicos de dientes rectos
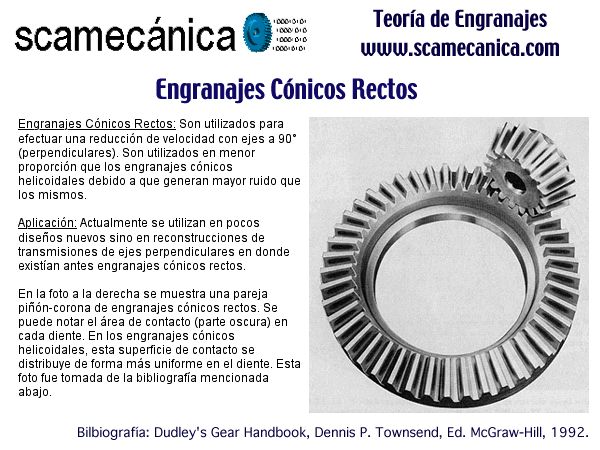
Efectúan la transmisión de movimiento de ejes que se cortan en un mismo plano, generalmente en ángulo recto, por medio de superficies cónicas dentadas. Los dientes convergen en el punto de intersección de los ejes. Son utilizados para efectuar reducción de velocidad con ejes en 90°. Estos engranajes generan más ruido que los engranajes cónicos helicoidales. Se utilizan en transmisiones antiguas y lentas. En la actualidad se usan muy poco.[10]
Engranaje cónico helicoidal
Se utilizan para reducir la velocidad en un eje de 90°. La diferencia con el cónico recto es que posee una mayor superficie de contacto. Es de un funcionamiento relativamente silencioso. Además pueden transmitir el movimiento de ejes que se corten. Los datos constructivos de estos engranajes se encuentran en prontuarios técnicos de mecanizado. Se mecanizan en fresadoras especiales.[11]
Engranaje cónico hipoide

Un engranaje hipoide es un grupo de engranajes cónicos helicoidales formados por un piñón reductor de pocos dientes y una rueda de muchos dientes, que se instala principalmente en los vehículos industriales que tienen la tracción en los ejes traseros. Tiene la ventaja de ser muy adecuado para las carrocerías de tipo bajo, ganando así mucha estabilidad el vehículo. Por otra parte la disposición helicoidal del dentado permite un mayor contacto de los dientes del piñón con los de la corona, obteniéndose mayor robustez en la transmisión. Su mecanizado es muy complicado y se utilizan para ello máquinas talladoras especiales (Gleason)[12]
Tornillo sin fin y corona

Es un mecanismo diseñado para transmitir grandes esfuerzos, y como reductores de velocidad aumentando la potencia de transmisión. Generalmente trabajan en ejes que se cruzan a 90º.
Tiene la desventaja de no ser reversible el sentido de giro, sobre todo en grandes relaciones de transmisión y de consumir en rozamiento una parte importante de la potencia. En las construcciones de mayor calidad la corona está fabricada de bronce y el tornillo sin fin, de acero templado con el fin de reducir el rozamiento. Si este mecanismo transmite grandes esfuerzos es necesario que esté muy bien lubricado para matizar los desgastes por fricción.
El número de entradas de un tornillo sin fin suele ser de una a ocho. Los datos de cálculo de estos engranajes están en prontuarios de mecanizado.
Tornillo sin fin y corona glóbicos

Con el fin de convertir el punto de contacto en una línea de contacto y así distribuir mejor la fuerza a transmitir, se suelen fabricar tornillos sin fin que engranan con una corona glóbica.
Otra forma de distribuir la fuerza a transmitir es utilizar como corona una rueda helicoidal y hacer el tornillo sin fin glóbico, de esta manera se consigue aumentar el número de dientes que están en contacto.
Finalmente también se produce otra forma de acoplamiento donde tanto el tornillo sin fin como la corona tienen forma glóbica consiguiendo mejor contacto entre las superficies.[13]
Mecanizado de coronas y tornillos sin fin
El mecanizado de las coronas de engranaje de tornillo sin fin se puede realizar por medio de fresas normales o por fresas madre. El diámetro de la fresa debe coincidir con el diámetro primitivo del tornillo sin fin con la que engrane si se desea que el contacto sea lineal. El mecanizado del tornillo sin fin se puede hacer por medio de fresas biocónicas o fresas frontales. También se pueden mecanizar en el torno de forma similar al roscado de un tornillo.
Para el mecanizado de tornillos sin fin glóbicos se utiliza el procedimiento de generación que tienen las máquinas Fellows.
Fórmulas matemáticas para su cálculo
Módulo (M) M =p/π
Paso Axial (P) P= π .M (cuando es de una entrada P = Ph)
Angulo de hélice (α 1 hélice) tanα=P/(Dp . π ) ; tan〖α=M/Dp〗
Ángulo de la hélice (α más de 1 hélice) tan〖α=(P . N)/(π . Dp)〗 ; tan〖α= Ph/(π .Dp)〗
Paso de la hélice (más de una hélice) Ph=P .N
Diámetro primitivo Dp=De-2M
Diámetro exterior De=Dp-2M
Diámetro interior Di=De-2M
Altura total del filete H=2.167 x M(Angulo de presión de 14.5° y 20°)
Altura de la cabeza filete H1=M ( para cualquiera de los ángulos de presión)
Altura de pie del filete H2=1.167 x M(Angulo de presión de 14.5° y 20°)
Ancho en el fondo del filete (punta de buril) F=0.95 x M (Angulo de precion de 14.5°) F=0.66 x M (Angulo de presión de 20°) Dichas formulas se tomaron del libro de "CASILLAS libro de Casillas. Cálculos de Taller. Máquinas de A.L"
Engranajes interiores

Los engranajes interiores o anulares son variaciones del engranaje recto en los que los dientes están tallados en la parte interior de un anillo o de una rueda con reborde, en vez de en el exterior. Los engranajes interiores suelen ser impulsados por un piñón, un engranaje pequeño con pocos dientes. Este tipo de engrane mantiene el sentido de la velocidad angular.[14] El tallado de estos engranajes se realiza mediante talladoras mortajadoras de generación.
Mecanismo de cremallera

El mecanismo de cremallera aplicado a los engranajes lo constituyen una barra con dientes la cual es considerada como un engranaje de diámetro infinito y un engranaje de diente recto de menor diámetro, y sirve para transformar un movimiento de rotación del piñón en un movimiento lineal de la cremallera.[15] Quizás la cremallera más conocida sea la que equipan los tornos para el desplazamiento del carro longitudinal.
![{\displaystyle v=(n*z*p)/60[m/s]}](https://wikimedia.org/api/rest_v1/media/math/render/svg/16293e799ea53912bdc3363fc286d99f90f30dfd)
n:velocidad angular. z:número de dientes de la rueda dentada. p:paso.
Engranaje loco o intermedio

En un engrane simple de un par de ruedas dentadas, el eje impulsor que se llama eje motor tiene un sentido de giro contrario al que tiene el eje conducido. Muchas veces, en las máquinas, esto no es conveniente, porque es necesario que los dos ejes giren en el mismo sentido. Para conseguir este objetivo se intercalan entre los dos engranajes un tercer engranaje que gira libre en un eje, y que lo único que hace es invertir el sentido de giro del eje conducido, porque la relación de transmisión no se altera en absoluto. Esta rueda intermedia hace las veces de motora y conducida y por lo tanto no altera la relación de transmisión.[16] Un ejemplo de rueda o piñón intermedio lo constituye el mecanismo de marcha atrás de los vehículos impulsados por motores de combustión interna, también montan engranajes locos los trenes de laminación de acero. Los piñones planetarios de los mecanismos diferenciales también actúan como engranajes locos intermedios.
Mecanismo piñón cadena

El mecanismo piñón cadena es un método de transmisión muy utilizado porque permite transmitir un movimiento giratorio entre dos ejes paralelos, que estén bastante separados. Es el mecanismo de transmisión que utilizan las bicicletas, motos, y en muchas máquinas e instalaciones industriales. También se emplea en sustitución de los reductores de velocidad por poleas cuando lo importante sea evitar el deslizamiento entre la rueda conductora y el mecanismo de transmisión (en este caso una cadena).
El mecanismo consta de una cadena sin fin (cerrada) cuyos eslabones engranan con ruedas dentadas (piñones) que están unidas a los ejes de los mecanismos conductor y conducido.
Las cadenas empleadas en esta transmisión suelen tener libertad de movimiento solo en una dirección y tienen que engranar de manera muy precisa con los dientes de los piñones. Las partes básicas de las cadenas son: placa lateral, rodillo y pasador. Las ruedas dentadas suelen ser una placa de acero sin cubo (aunque también las hay de materiales plásticos).
Para la relación de transmisión valen las ecuaciones de las ruedas dentadas
Ventajas e inconvenientes
Este sistema aporta beneficios sustanciales respecto al sistema correa-polea, pues al emplear cadenas que engranan en los dientes de los piñones se evita el deslizamiento que se producía entre la correa y la polea. Presenta la gran ventaja de mantener la relación de transmisión constante (pues no existe deslizamiento) incluso transmitiendo grandes potencias entre los ejes (caso de motos y bicicletas), lo que se traduce en mayor eficiencia mecánica (mejor rendimiento). Además, las cadenas no necesitan estar tan tensas como las correas, lo que se traduce en menores averías en los rodamientos de los piñones.
Presenta el inconveniente de ser más costoso, más ruidoso y de funcionamiento menos flexible, al no permitir la inversión del sentido de giro ni la transmisión entre ejes cruzados; además necesita una lubricación (engrase) adecuada.[17]
Poleas dentadas
Para la transmisión entre dos ejes que estén separados a una distancia donde no sea económico o técnicamente imposible montar una transmisión por engranajes se recurre a un montaje con poleas dentadas que mantienen las mismas propiedades que los engranajes es decir, que evitan el patinamiento y mantienen exactitud en la relación de transmisión.
Los datos más importantes de las poleas dentadas son:
Número de dientes, paso, y ancho de la polea
El paso es la distancia entre los centros de las ranuras y se mide en el círculo de paso de la polea. El círculo de paso de la polea dentada coincide con la línea de paso de la banda correspondiente.
Las poleas dentadas se fabrican en diversos materiales tales como aluminio, acero y fundición.
Las poleas dentadas normalizadas se fabrican en los siguientes pasos en pulgadas: MXL: Mini Extra Ligero (0.080"), XL: Extra Ligero (0.200"), L: Ligero (0.375"), H: Pesado (0.500"), XH: Extra Pesado (0.875") y XXH: Doble Extra Pesado (1.250").
Los pasos métricos son los siguientes:
T2,5 (Paso 2,5 mm), T5 (Paso 5 mm), T10 (Paso 10mm) y T20 (Paso 20 mm).
.[18]
Ejes estriados

Se denominan ejes estriados (splined shaft) a los ejes que se les mecaniza unas ranuras en la zona que tiene para acoplarse con un engranaje u otros componentes para dar mayor rigidez al acoplamiento que la que produce un simple chavetero. Estos ejes estriados no son en si un engranaje pero la forma de mecanizarlos es similar a la que se utilizan para mecanizar engranajes y por eso forman parte de este artículo. Los ejes estriados se acoplan a los agujeros de engranajes u otros componentes que han sido mecanizados en brochadoras para que el acoplamiento sea adecuado. Este sistema de fijación es muy robusto. Se utiliza en engranajes de cajas de velocidades y en palieres de transmisión. Hay una norma que regula las dimensiones y formato de los ejes estriados que es la norma DIN-5643.[19]
Aplicaciones de los engranajes

Existe una gran variedad de formas y tamaños de engranajes, desde los más pequeños usados en relojería e instrumentos científicos (se alcanza el módulo 0,05) a los de grandes dimensiones, empleados, por ejemplo, en las reducciones de velocidad de las turbinas de vapor de los buques, en el accionamiento de los hornos y molinos de las fábricas de cemento, etc.
El campo de aplicación de los engranajes es prácticamente ilimitado. Los encontramos en las centrales de producción de energía eléctrica, hidroeléctrica y en los elementos de transporte terrestre: locomotoras, automotores, camiones, automóviles, transporte marítimo en buques de todas clases, aviones, en la industria siderúrgica: laminadores, transportadores, etc., minas y astilleros, fábricas de cemento, grúas, montacargas, máquinas-herramientas, maquinaria textil, de alimentación, de vestir y calzar, industria química y farmacéutica, etc., hasta los más simples movimientos de accionamiento manual.
Toda esta gran variedad de aplicaciones del engranaje puede decirse que tiene por única finalidad la transmisión de la rotación o giro de un eje a otro distinto, reduciendo o aumentando la velocidad del primero.
Incluso, algunos engranes coloridos y hechos de plástico son usados en algunos juguetes educativos.
Bomba hidráulica

Una bomba hidráulica es un dispositivo tal que recibiendo energía mecánica de una fuente exterior la transforma en una energía de presión transmisible de un lugar a otro de un sistema hidráulico a través de un líquido cuyas moléculas estén sometidas precisamente a esa presión. Las bombas hidráulicas son los elementos encargados de impulsar el aceite o líquido hidráulico, transformando la energía mecánica rotatoria en energía hidráulica.[20]
Hay un tipo de bomba hidraúlica que lleva en su interior un par de engranajes de igual número de dientes que al girar provocan que se produzca el trasiego de aceites u otros líquidos. Una bomba hidráulica la equipan todas las máquinas que tengan circuitos hidráulicos y todos los motores térmicos para lubricar sus piezas móviles.
Mecanismo diferencial

El mecanismo diferencial tiene por objeto permitir que cuando el vehículo dé una curva sus ruedas propulsoras puedan describir sus respectivas trayectorias sin patinar sobre el suelo. La necesidad de este dispositivo se explica por el hecho de que al dar una curva el coche, las ruedas interiores a la misma recorren un espacio menor que las situadas en el lado exterior, puesto que las primeras describen una circunferencia de menor radio que las segundas.
El mecanismo diferencial está constituido por una serie de engranajes dispuestos de tal forma que permite a las dos ruedas motrices de los vehículos girar a velocidad distinta cuando circulan por una curva. Así si el vehículo toma una curva a la derecha, las ruedas interiores giran más despacio que las exteriores, y los satélites encuentran mayor dificultad en mover los planetarios de los semiejes de la derecha porque empiezan a rotar alrededor de su eje haciendo girar los planetarios de la izquierda a una velocidad ligeramente superior. De esta forma provocan una rotación más rápida del semieje y de la rueda motriz izquierda.
El mecanismo diferencial está constituido por dos piñones cónicos llamados planetarios, unidos a extremos de los palieres de las ruedas y otros dos piñones cónicos llamados satélites montados en los extremos de sus eje porta satélites y que se engranan con los planetarios.
Una variante del diferencial convencional está constituida por el diferencial autoblocante que se instala opcionalmente en los vehículos todo-terreno para viajar sobre hielo o nieve o para tomar las curvas a gran velocidad en caso de los automóviles de competición.[21]
Caja de velocidades

En los vehículos, la caja de cambios o caja de velocidades es el elemento encargado de acoplar el motor y el sistema de transmisión con diferentes relaciones de engranes o engranajes, de tal forma que la misma velocidad de giro del cigüeñal puede convertirse en distintas velocidades de giro en las ruedas. El resultado en la ruedas de tracción generalmente es la reducción de velocidad de giro e incremento del torque.
Los dientes de los engranajes de las cajas de cambio son helicoidales y sus bordes están redondeados para no producir ruido o rechazo cuando se cambia de velocidad. La fabricación de los dientes de los engranajes es muy cuidada para que sean de gran duración. Los ejes del cambio están soportados por rodamientos de bolas y todo el mecanismo está sumergido en aceite denso para mantenerse continuamente lubricado.[1]
Reductores de velocidad

El problema básico de las máquinas es reducir la alta velocidad de los motores a una velocidad utilizable por los equipos de las máquinas. Además de reducir se deben contemplar las posiciones de los ejes de entrada y salida y la potencia mecánica a transmitir.
Para potencias bajas se utilizan moto-reductores que son equipos formados por un motor eléctrico y un conjunto reductor integrado.
Para potencias mayores se utilizan equipos reductores separados del motor. Los reductores consisten en pares de engranajes con gran diferencia de diámetros, de esta forma el engrane de menor diámetro debe dar muchas vueltas para que el de diámetro mayor de una vuelta, de esta forma se reduce la velocidad de giro. Para obtener grandes reducciones se repite este proceso colocando varios pares de engranes conectados uno a continuación del otro.
El reductor básico está formado por mecanismo de tornillo sin fín y corona. En este tipo de mecanismo el efecto del rozamiento en los flancos del diente hace que estos engranajes tengan los rendimientos más bajos de todas las transmisiones; dicho rendimiento se sitúa entre un 40 y un 90% aproximadamente, dependiendo de las características del reductor y del trabajo al que está sometido. Factores que elevan el rendimiento:
- Ángulos de avance elevados en el tornillo.
- Rozamiento bajo (buena lubricación) del equipo.
- Potencia transmitida elevada.
- Relación de transmisión baja (factor más determinante).
Existen otras disposiciones para los engranages en los reductores de velocidad, estas se denominan conforme a la disposición del eje de salida (eje lento) en comparación con el eje de entrada (eje rápido). Así pues serían los llamados reductores de velocidad de engranajes coaxiales, paralelos, ortogonales y mixtos (paralelos + sin fin corona). En los trenes coaxiales, paralelos y ortogonales se considera un rendimiento aproximado del 97-98%, en los mixtos se estima entre un 70% y un 90% de rendimiento.
Además, existen los llamados reductores de velocidad de disposicíon epicicloidal, técnicamente son de ejes coaxiales y se distinguen por su formato compacto, alta capacidad de trasmisión de par y su extrema sensibilidad a la temperatura.
Las cajas reductoras suelen fabricarse en fundición gris dotándola de retenes para que no salga el aceite del interior de la caja.
Características de los reductores
- Potencia, en Kw o en Hp, de entrada y de salida.
- Velocidad, en RPM, de entrada y de salida.
- Velocidad a la salida.(RPM)
- Relación de transmisión[22]
- Factor de seguridad o de servicio (Fs)
- Par transmitido (Mn1- Eje rápido) (Mn2-Eje lento)
Mecanizado de engranajes
Tallado de dientes


Como los engranajes son unos mecanismos que se incorporan en la mayoría de máquinas que se construyen y especialmente en todas las que llevan incorporados motores térmicos o eléctricos, hace necesario que cada día se tengan que mecanizar millones de engranajes diferentes, y por lo tanto el nivel tecnológico que se ha alcanzado para mecanizar engranajes es muy elevado tanto en las máquinas que se utilizan como en las herramientas de corte que los conforman.
Antes de proceder al mecanizado de los dientes los engranajes han pasado por otras máquinas herramientas tales como tornos o fresadoras donde se les ha mecanizado todas sus dimensiones exteriores y agujeros si los tienen, dejando los excedentes necesarios en caso de que tengan que recibir tratamiento térmico y posterior mecanizado de alguna de sus zonas.
El mecanizado de los dientes de los engranajes a nivel industrial se realizan en máquinas talladoras construidas ex-profeso para este fin, llamadas fresas madres.
Características técnicas de la talladora LC-500 LIEBHERR (Ejemplo)[23]
Características técnicas talladora engranajes
- Módulo: 12/14
- Diámetro engranaje: 500 mm
- Recorrido axial: 1000 mm
- Curso schift: 220/300 mm
- Diámetro fresa de corte: 210 mm
- Longitud fresa de corte: 260 mm
- Velocidad de giro: 1000 r.p.m.


El tallado de engranajes en fresadora universal con mecanismo divisor, prácticamente no se utiliza, sin embargo el fresado de ejes estriados con pocas estrías tales como los palieres de las ruedas de camiones, si se puede hacer en fresadora universal pero con un mecanismo divisor automático y estando también automatizado todo el proceso de movimientos de la fresadora.
Los engranajes normales cilíndricos tanto rectos como helicoidales se mecanizan en talladoras de gran producción y precisión, cada talladora tiene sus constantes y sus transmisiones adecuadas para fabricar el engranaje que se programe. Tipo Liebherr, Hurth, Pfauter, etc.
Los engranajes interiores no se pueden mecanizar en la talladoras universales y para ese tipo de mecanizados se utilizan unas talladoras llamadas mortajadoras por generación, tipo Sykes.
Para los engranajes cónicos hipoides se utilizan máquinas talladoras especiales tipo Gleason.[24]
Para el mecanizado de tornillos sin fín glóbicos se pueden utilizar máquinas especiales tipo Fellows.
Chaflanado y redondeado de dientes
Esta operación se realiza especialmente en los engranajes desplazables de las cajas de velocidad para facilitar el engrane cuando se produce el cambio de velocidad. Hay máquinas y herramientas especiales (Hurth) que realizan esta tarea.[25]
Rectificado de los dientes de los engranajes
El rectificado de los dientes cuando es necesario hacerlo, se realiza después de haber sido endurecida la pieza en un proceso de tratamiento térmico adecuado y se puede realizar por rectificación por generación y rectificación de perfiles o con herramientas CBN repasables o con capa galvanizada.
Los rectificados de engranajes con muelas y de perfiles es una tecnología muy avanzada y ha logrado una capacidad notoria con la utilización de modernas herramientas de corindón aglutinado.[26]
Bruñido
El bruñido de los engranajes se aplica a aquellos que están sometidos a grandes resistencias, por ejemplo el grupo piñón-corona hipoide de las transmisiones de los camiones o tractores. El bruñido genera una geometría final de los dientes de alta calidad en los engranajes que han sido endurecidos, al mismo tiempo que mejora el desprendimiento y las estructuras de las superficies.
Afilado de fresas
Las fresas que se utilizan para tallar engranajes son de perfil constante, lo que significa que admiten un número muy elevado de afilados cuando el filo de corte se ha deteriorado. Existe en el mercado una amplia gama de afiladoras para todos los tipos de herramientas que se utilizan en el mecanizado de los engranajes.[27] La vida útil de las herramientas es uno de los asuntos más significativos con respecto a los costos y a la disponibilidad de producción. Las afiladoras modernas están equipadas, por ejemplo, con accionamientos directos, motores lineares y sistemas digitales de medición.[28]
Técnicas de recorrido del material
En las industrias modernas y automatizadas de mecanizados la técnica de recorrido de material comprende la manipulación automática de piezas de trabajo en los sistemas de producción incluso la carga y descarga de máquinas-herramientas así como el almacenamiento de piezas.
Gestión económica del mecanizado de engranajes
Cuando los ingenieros diseñan una máquina, un equipo o un utensilio, lo hacen mediante el acoplamiento de una serie de componentes de materiales diferentes y que requieren procesos de mecanizado para conseguir las tolerancias de funcionamiento adecuado.
La suma del coste de la materia prima de una pieza, el coste del proceso de mecanizado y el coste de las piezas fabricadas de forma defectuosa constituyen el coste total de una pieza. Desde siempre el desarrollo tecnológico ha tenido como objetivo conseguir la máxima calidad posible de los componentes así como el precio más bajo posible tanto de la materia prima como de los costes de mecanizado.
Para reducir el coste del mecanizado de los engranajes se ha actuado en los siguientes frentes:
- Conseguir materiales cada vez mejor mecanizables, materiales que una vez mecanizados en blando son endurecidos mediante tratamientos térmicos que mejoran de forma muy sensible sus prestaciones mecánicas de dureza y resistencia principalmente.
- Conseguir herramientas de corte de una calidad extraordinaria que permite aumentar de forma considerable las condiciones tecnológicas del mecanizado, o sea, más revoluciones de la herramienta de corte, más avance de trabajo, y más tiempo de duración de su filo de corte.
- Conseguir talladoras de engranajes más robustas, rápidas, precisas y adaptadas a las necesidades de producción que consiguen reducir sensiblemente el tiempo de mecanizado así como conseguir piezas de mayor calidad y tolerancia más estrechas.
Para disminuir el índice de piezas defectuosas se ha conseguido automatizar al máximo el trabajo de las talladoras, construyendo talladoras automáticas muy sofisticadas o guiadas por control numérico que ejecutan un mecanizado de acuerdo a un programa establecido previamente.
Cálculo de engranajes
Se llama cálculo de engranajes a las operaciones de diseño y cálculo de la geometría de un engranaje, para su fabricación. Principalmente los diámetros y el perfil del diente. También se consideran los cálculos de las transmisiones cinemáticas que hay que montar en las máquinas talladoras de acuerdo a las características que tenga el engranaje, y que está en función de las características de la máquina talladora que se utilice.
Relaciones de transmisión

Hay tres tipos de transmisiones posibles que se establecen mediante engranajes:[29]
- Transmisión simple
- Transmisión con piñón intermedio o loco
- Transmisión compuesta por varios engranajes conocido como tren de engranajes.
La transmisión simple la forman dos ruedas dentadas, el sentido de giro del eje conducido es contrario al sentido de giro del eje motor, y el valor de la relación de transmisión es:
Ecuación general de transmisión:



La transmisión con piñón intermedio o loco está constituida por tres ruedas dentadas, donde la rueda dentada intermedia solamente sirve para invertir el sentido de giro del eje conducido y hacer que gire en el mismo sentido del eje motor. La relación de transmisión es la misma que en la transmisión simple.
La transmisión compuesta se utiliza cuando la relación de transmisión final es muy alta, y no se puede conseguir con una transmisión simple, o cuando la distancia entre ejes es muy grande y sería necesario hacer ruedas dentadas de gran diámetro. La transmisión compuesta consiste en ir intercalando pares de ruedas dentadas unidas entre el eje motor y el eje conducido. Estas ruedas dentadas giran de forma libre en el eje que se alojan pero están unidos de forma solidaria los dos ruedas dentadas de forma que uno de ellos actúa de rueda dentada motora y el otro actúa como rueda dentada conducida. La relación de transmisión de transmisiones compuestas es:
Ecuación general de transmisión:


Tratamiento térmico de los engranajes
Los engranajes están sometidos a grandes presiones tanto en la superficie de contacto y por eso el tratamiento que la mayoría de ellos recibe consiste en un tratamiento térmico de cementación o nitruración con lo cual se obtiene una gran dureza en la zona de contacto de los dientes y una tenacidad en el núcleo que evite su rotura por un sobreesfuerzo.
La cementación consiste en efectuar un calentamiento prolongado en un horno de atmósfera controlada y suministrarle carbono hasta que se introduzca en la superficie de las piezas a la profundidad que se desee. Una vez cementada la pieza se la somete a temple, con lo cual se obtiene gran dureza en la capa exterior, ideal para soportar los esfuerzos de fricción a que se someten los engranajes.
Los engranajes que se someten a cementación están fabricados de aceros especiales adecuados para la cementación.
Otra veces el tratamiento térmico que se aplica a los engranajes es el de nitruración, que está basado en la acción que ejercen sobre la superficie exterior de las piezas la acción del carbono y del nitrógeno. La nitruración reduce la velocidad crítica de enfriamiento del acero, alcanzando un mayor grado de dureza una pieza nitrurada y templada que cementada y templada, aun para un mismo tipo de material.
En la actualidad, y particularmente en la industria de la automoción, se están supliendo aceros aleados por aceros más sencillos dadas las grandes ventajas técnicas que ofrece la nitruración (elevadas durezas, regularidades de temple, menos deformaciones...). En los procesos de nitruración se puede obtener capas entre 0.1-0.6mm., siendo las durezas en la periferia del orden de los 60-66 HRC.
La nitruración es un proceso para endurecimiento superficial que consiste en penetrar el nitrógeno en la capa superficial. La dureza y la gran resistencia al desgaste proceden de la formación de los nitruros que forman el nitrógeno y los elementos presentes en los aceros sometido a tratamiento.
A veces hay engranajes que se les aplica un temple por inducción donde el calentamiento es limitado a la zona a tratar y es producido por corrientes alternativas inducidas. Cuando se coloca un cuerpo conductor dentro del campo de una bobina o de un solenoide con corrientes de media o alta frecuencia, el cuerpo es envuelto por una corriente inducida, la cual produce el calentamiento. Para ello se emplea inductores que tienen la forma apropiada de la dentadura que queremos tratar.
La ausencia de todo contacto entre el inductor y la pieza sometida a calentamiento permite la obtención de concentraciones del orden de los 25.000 W cm-2. La velocidad de calentamiento es casi unas 15 veces más rápida que por soplete. Para templar una pieza por inducción será necesario que tenga un espesor por lo menos unas diez veces superior al espesor que se desea templar. El éxito de un buen temple reside en acertar con la frecuencia de corriente de calentamiento, para que ésta produzca una concentración suficiente de corriente inducida en la zona a templar.
El sistema que se emplea en el calentamiento es en dos ciclos. 10.000 ciclos para el calentamiento de la base de los dientes y 375.000 para el calentamiento de la periferia. Después de efectuados los dos calentamientos el engrane es sumergido en agua o aceite en función del tipo de acero que sea.
Una posibilidad que existe para solucionar los problemas que aparecen en los engranajes ha sido el níquel químico. Los depósitos de níquel le confieren a la pieza tratada una buena resistencia a la corrosión, una gran resistencia a la fricción y una gran dureza con ayuda de unos precipitados concretos. El niquelado químico se consigue que las capas sean uniformes, siempre y cuando todas las partes de la pieza estén en contacto con la solución y la composición de esta se mantenga constante, y el espesor de esta capa varía según el tiempo de tratamiento y la composición. Las piezas antes de ser tratadas deben de pasar por otras fases como pueden ser el decapado, ataque, para garantizar su adhesión, y otra cosa a tener en cuenta es que el niquelado químico reproduce en la superficie la rugosidad de la pieza tratada.[30]
Verificación de engranajes
La verificación de engranajes consiste en poder controlar los distintos parámetros que lo definen.
Para medir el espesor cordal se utilizan pie de rey de doble nonio y micrómetros de platillo.
La medición del espesor de los dientes mediante pie de rey de doble nonio, sólo se utiliza por lo general cuando se trata engranajes de módulo grande y mecanizado de desbaste.
Para medir el espesor de engranajes de precisión se utiliza un micrómetro de platillo y se selecciona el número de dientes a abrazar para que el contacto entre los flancos de los dientes y los platillos se produzca en la circunferencia primitiva.
La medición mediante comparadores se utiliza con patrones de puesta a punto para cada operación de control.
La verificación en proyector de perfiles se utiliza para medir sobre la imagen amplificada o verificar utilizando plantillas adecuadas todas las características del engranaje.
La medición de la excentricidad de un engranaje que es el descentramiento del diámetro primitivo respecto al eje de referencia de la pieza, se puede verificar:
- Con comparador y varilla calibrada
- Por rodadura contra un perfil patrón.
Los engranajes maestros se clasifican en varias calidades de acuerdo con DIN3790 y 58420. Sus dientes una vez mecanizados pasan por un proceso de súper acabado. Durante la medición según este principio los engranajes a controlar se hacen engranar con engranajes maestros.[31]
Lubricación de engranajes
Las transmisiones por engranajes principalmente las que están sometidas a un gran esfuerzo y funcionamiento de gran velocidad tienen que tener el lubricante adecuado para poder contribuir a conservar sus propiedades mecánicas durante el uso:[32]
La clasificación de los lubricantes de transmisión de uso industrial se realiza según diferentes criterios:[33]
Especificaciones técnicas de los lubricantes
Las especificaciones de los lubricantes de transmisión difieren ligeramente según el ente que las haya emitido.
En Europa las especificaciones más conocidas son las que la norma DIN 51517 define como LUBRICANTES tipo CLP. A los propósitos de esta norma, LUBRICANTES CLP son aquellos basados en aceite mineral incluyendo aditivos diseñados para aumentar las propiedades anticorrosivas (Símbolo C), aumentar la resistencia al envejecimiento (Símbolo L), y disminuir el desgaste (Símbolo P)". Esta norma define las viscosidades para los grados ISO 68, 100, 150, 220, 320, 460, y 680.
Elección del lubricante y su viscosidad más adecuada
El primer indicador del lubricante a utilizar en un determinado equipo debe ser siempre la recomendación del fabricante que lo ha diseñado y conoce sus necesidades.
La elección de la adecuada viscosidad para un sistema de engranajes de dientes rectos o helicoidales es dependiente de
- potencia expresada en kW o HP
- reducciones múltiples o simples
- velocidad expresada en rpm
- tipo de lubricación (circulación o salpicado)
Mantenimiento preventivo de las transmisiones
El cambio de lubricantes y el mantenimiento de los niveles en las cajas de transmisiones por engranajes forma parte del mantenimiento preventivo que hay que realizar a todo tipo de máquinas después de un periodo de funcionamiento. Este mantenimiento puede tener una frecuencia en horas de funcionamiento, en kilómetros recorridos o en tiempo cronológico, semanal, mensualmente o anualmente.
Deterioro y fallo de los engranajes

Como todo elemento técnico el primer fallo que puede tener un engranaje es que no haya sido calculado con los parámetros dimensionales y de resistencia adecuada, con lo cual no es capaz de soportar el esfuerzo al que está sometido y se deteriora o rompe con rapidez.
El segundo fallo que puede tener un engranaje es que el material con el que ha sido fabricado no reúne las especificaciones técnicas adecuadas principalmente las de resistencia y tenacidad.
También puede ser causa de deterioro o rotura si el engranaje no se ha fabricado con las cotas y tolerancias requeridas o no ha sido montado y ajustado en la forma adecuada.
Igualmente se puede originar el deterioro prematuro de un engranaje es que no se le haya efectuado el mantenimiento adecuado con los lubricantes que le sean propios de acuerdo a las condiciones de funcionamiento que tenga
Otra causa de deterioro es que por un sobresfuerzo del mecanismo se superen los límites de resistencia del engranaje
La capacidad de transmisión de un engranaje viene limitada:
- Por el calor generado, (calentamiento)
- Fallo de los dientes por rotura ( sobreesfuerzo súbito y seco
- Fallo por fatiga en la superficie de los dientes (lubricación deficiente y dureza inadecuada)
- Ruido como resultante de vibraciones a altas velocidades y cargas fuertes.
Los deterioros o fallas que surgen en los engranajes están relacionadas con problemas existentes en los dientes, en el eje, o una combinación de ambos. Las fallas relacionadas con los dientes pueden tener su origen en sobrecargas, desgaste y grietas, y las fallas relacionadas con el eje pueden deberse a la desalineación o desequilibrado del mismo produciendo vibraciones y ruidos.[34]
Referencias
- ↑ a b Varios autores (1984). Enciclopedia de Ciencia y Técnica. Tomo 5 Engranaje. Salvat Editores S.A. ISBN 84-345-4490-3. Error en la cita: Etiqueta
<ref>no válida; el nombre «enciclopedia» está definido varias veces con contenidos diferentes - ↑ a b Tulio Piovan, op.cit.
- ↑ AL-HASSAN, Ahmad Y. «Transfer of Islamic Technology to the West». History of Science and Technology in Islam (en inglés). Consultado el 15 de noviembre de 2009.
- ↑ DE SOLLA PRICE, Derek J. (Junio 1959). «An Ancient Greek Computer». Scientific American.
- ↑ Diseño de engranajes
- ↑ Development of Gear Technology and Theory of Gearing (inglés)
- ↑ LARBÁBURU ARRIZABALAGA, Nicolás (2004). Máquinas. Prontuario. Técnicas máquinas herramientas. Engranajes cilíndricos de dientes rectos. Página 320. Madrid: Thomson Editores. ISBN 84-283-1968-5.
- ↑ Millán Gómez, Simón (2006). Procedimientos de Mecanizado. Engranajes cilíndricos helicoidales de ejes paralelos, página 333. Madrid: Editorial Paraninfo. ISBN 84-9732-428-5.
- ↑ Engranajes cónicos. Diseño mecánico I. Universidad Pontificia Católica de Chile. Departamento de Ingeniería Mecánica
- ↑ Engranajes cónicos dientes rectos Teoría de engranajes Scamecánica
- ↑ Engranajes helicoidales.Todoengranajes.com
- ↑ Puente trasero y diferencial. ¿Qué es un engranaje hipoide? Todomecánica
- ↑ Tornillo sinfín
- ↑ Trenes de engranajes. Alejo Avello. Tecnun (Universidad de Navarra)
- ↑ Transmisión de Movimiento y Esfuerzo
- ↑ Sentido de giro de los engranajes. Concurso MEC, Autor CEJAROSU
- ↑ Mecanismo piñón cadena
- ↑ Poleas dentadas industriales
- ↑ Elementos de transmisión
- ↑ Descripción funcional de las bombas hidráulicas
- ↑ Mecanismo diferencial. Mecánica virtual
- ↑ Reductores de velocidad
- ↑ Características técnicas fresadora de engranajes Liebherr
- ↑ Características técnicas talladora engranajes cónicos Gleason
- ↑ Características técnicas de una chaflanadora de engranajes SAMPUTENSILI
- ↑ Liebherr Rectificadoras por generación y de perfiles
- ↑ Características técnicas. Rectificadora de fresas madre
- ↑ Afilado de fresas de perfil constante. Infomecánica
- ↑ Trenes de engranaje. Concurso .cnice.mec. Autor CEJAROSU
- ↑ Tratamientos superficiales de los engranajes
- ↑ Control de engranajes
- ↑ Normas de lubricantes REPSOL YPF
- ↑ Clasificación de viscosidad SAE de aceite para engranajes automotrices. (SAE J306-julio de 1998)
- ↑ Análisis de fallos en engranajes
{kind=link}
{kind=link}
Bibliografía
- MILLÁN GÓMEZ, Simón (2006). Procedimientos de Mecanizado. Madrid: Editorial Paraninfo. ISBN 84-9732-428-5.
- LARBURU ARRIZABALAGA, Nicolás (2004). Máquinas. Prontuario. Técnicas máquinas herramientas. Madrid: Thomson Editores. ISBN 84-283-1968-5.
- Varios autores (1984). Enciclopedia de Ciencia y Técnica. Salvat Editores S.A. ISBN 84-345-4490-3.
- PÉREZ, Alonso y JULIO, Jacinto (1992). Ajustes y tolerancias: mecanismos y engranajes. Universidad Politécnica de Madrid. Escuela Universitaria de Ingeniería Técnica Aeronáutica. ISBN 84-87051-18-9.
- COMAS, A. Tecnología resumida sobre engranajes. Ediciones Cedel. ISBN 84-352-0310-7.
- Instituto Nacional de Racionalización y Normalización (España) (1977). Transmisiones. Rodamientos. Engranajes. Tuberías. Consejo Superior de Investigaciones Científicas. ISBN 84-00-03530-5.
- MONTOYA MORENO, Felipe (1993). Fundamentos de la geometría de los engranajes. Universidad de Valladolid. Secretariado de Publicaciones e Intercambio Editorial. ISBN 84-7762-367-8.
- RAMÓN MOLINER, Pedro (1980). Engranajes. AUTOR-EDITOR 1116. ISBN 84-300-2212-0.
- TULIO PIOVAN, Marcelo (2004). «Trenes de engranajes, reductores planetarios y diferenciales». Notas para la asignatura de Elementos de Máquinas. Universidad Tecnológica Nacional (Facultad Regional de Bahía Blanca): Cátedra de Elementos de Máquinas.
Enlaces externos
 Wikimedia Commons alberga una categoría multimedia sobre engranajes.
Wikimedia Commons alberga una categoría multimedia sobre engranajes.- Kinematic Models for Design Digital Library (KMODDL) (en ingles)
Filmas y fotos de cientos de trabajando modelos mecánicos del diseño a Cornell University. Tambien se incluye una biblioteca electronica de textos historicos de ingeniero mecanico. - Manuel Hidalgo Martínez (2007), Engranajes, Escuela Politécnica Superior, Universidad de Córdoba, España (enlace roto disponible en Internet Archive; véase el historial, la primera versión y la última).